Diseño de planta y equipo para la
revalorización de residuos sólidos
Design of plant and equipment for the revaluation of
solid waste
Dardo De León[1], Alejandro Hernández[2], Soledad Marzoa[3]
Recibido: Marzo 2020 Aceptado:
Noviembre 2019
Resumen.-
Este
proyecto presenta el diseño, evaluación técnica y económica de una planta de
revalorización de residuos sólidos alimenticios a través de la separación del
alimento de su empaque y posterior compostaje de los residuos de alimento;
haciendo fuerte hincapié en el diseño del equipo de desempaquetado, el cual procesa
los envases de forma que posteriormente sea posible reciclarlos. Por otra
parte, la producción de compost a partir de residuos
sólidos orgánicos se presenta como una forma de
revalorización de la fracción orgánica, que sustituye el método más utilizado
de disposición de residuos en nuestro país, el relleno sanitario. Si bien el compostaje no ofrece grandes
ganancias, como contrapartida no tiene grandes costos asociados y reduce el impacto ambiental respecto al método más
habitual de disposición de residuos en el país, lo que lo transforma en
una alternativa atractiva. El proyecto propone procesar 370 toneladas de
residuos de alimentos por mes, generando 180 toneladas de compost por mes,
calidad A o B. En
cuanto a los envases, las alternativas
analizadas para su reciclaje no resultaron económicamente viables por lo que se
propone compactarlos y disponerlos en relleno sanitario. Si bien, este no es
tratamiento esperado, disminuye el impacto ambiental con respecto a la
disposición de los residuos originales. Finalmente se concluye que, dadas las condiciones actuales y el entorno
de precios observados en el mercado, el proyecto es técnica pero no
económicamente viable.
Palabras
clave: Revalorización;
residuos; compost; diseño mecánico.
Summary.- This project presents the design, technical and
economic evaluation of a food solid waste revaluation plant through the
separation of food from its packaging and subsequent composting of the food waste; with a strong emphasis on the
design of the unpacking equipment, which processes the containers so that they
can later be recycled. Besides, the production of compost from organic solid
waste is presented as a way of revaluation of the organic fraction, which
replaces the most widely used method of waste disposal in our country, the
landfill. Although composting does not offer great profits, as a counterpart it
doesn’t have great associated costs and reduces the environmental impact
compared with the most common method of waste disposal in the country, making
it an attractive alternative. The project proposes to process 370 tons of food
waste per month, generating 180 tons of compost per month, quality A or B.
Regarding packaging, the alternatives analyzed for recycling were not
economically viable, so it’s proposed to compact and dispose it on sanitary
landfill. Although this isn’t the expected treatment, it reduces the
environmental impact with respect to the disposal of the original waste.
Finally, it is concluded that given the current conditions and the prices
observed in the market, the project is technically but not economically viable.
Keywords: Revaluation; waste; compost; mechanical design.
1. Introducción.- Las alternativas actuales para la gestión de
residuos pueden clasificarse y jerarquizarse en una pirámide invertida donde la
prevención se encuentra en la parte
superior y la eliminación en la inferior;
en medio se encuentran reutilización, reciclaje y valoración.
Esta metodología busca la reducción de los desechos dispuestos como pasivo ambiental.
El proyecto analizó
la viabilidad de diferentes tecnologías y se optó por la clasificación mecánica para la separación de los
alimentos de sus envases. Se propone revalorizar los residuos orgánicos
compostándolos (reciclaje biológico) y compactar los envases para su posterior
disposición. El diseño del equipo separador procesa los residuos de modo que
los envases se mantengan lo más enteros posible, dejando la posibilidad de
procesarlos posteriormente para finalmente
reciclarlos.
A diferencia de otros países
donde existen limitaciones espaciales, en Uruguay es posible utilizar métodos de disposición de
residuos que requieran grandes extensiones de terreno, pero por contrapartida no requieran instalaciones operacional y tecnológicamente complejas. Esto hace que
el compostaje sea una tecnología atractiva que
considerar.
Se encontraron
pocos emprendimientos en Uruguay de mediana y gran escala que produzcan compost
a partir de residuos. A modo de ejemplo se mencionan: Fundación Abonorgánico,
BioTerra o Tresor.
2. Composición de los materiales a compostar.- Los materiales a procesar son residuos de alimentos líquidos, sólidos
y semisólidos, quedando
excluidos enlatados o aquellos con envases de vidrio, así como alimentos cárnicos,
porcinos y lácteos. Los principales empaques para procesar
serán entonces de papel, cartón, tetra pack, aluminio y una variada cantidad de plásticos.
Se identificó al Mercado Modelo como principal
proveedor de residuos a procesar, generando un 90% de los residuos a procesar
(330 ton/mes) [1]. Teniendo esto en cuenta y realizando un promedio ponderado
de las propiedades [2] para elaborar un mix de los productos a procesar se
determinó que éste contará con las propiedades presentadas en Tabla I -
Características del mix a procesar.
|
|
|
Tabla
I.- Características del mix a procesar |
Dado que el mix no cuenta con los requisitos deseables de una mezcla
a compostar (humedad entre 40% - 65%, C:N entre 20:1 y 40:1,
pH entre 5,5 y 9,0 [3]), es que se realiza un pretratamiento con aserrín o chips de madera, urea o nitrato de potasio para
ajustar estos parámetros.
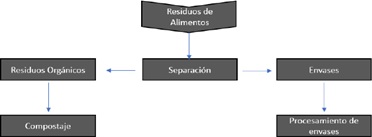
3. Descripción del proceso.- Se presenta en la Figura I un esquema del proceso propuesto para la
revalorización de los residuos.
|
|
|
Figura I. - Flujo macro del
proceso |
4. Capacidad.- Para determinar la capacidad de la planta de
tratamiento se analizaron datos de diversas fuentes, como ser información sobre
disposición de residuos preveniente de la Dirección Nacional de Medioambiente
(DINAMA), cantidad de residuos generados por empresas distribuidoras de
alimentos y principalmente información sobre los residuos generados por el
Mercado Modelo (85% de los residuos a procesar) [1]. Teniendo esto en cuenta y
una proyección de crecimiento a 10 años,
se determinó que se procesarían 370 ton/mes de
residuos.
5. Descripción del proceso.- Se presentan a continuación un flujograma que
ilustra el proceso de separación (Figura II) y otro en el que se observan las etapas determinadas para el proceso de
compostaje (Figura III).
|
|
|
|
Figura II.- Proceso de separación |
Figura III.- Proceso de compostaje (Rynk, 1992) |
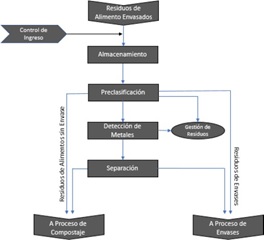

Se determinó un área de 600 m2 para el
almacenamiento del material recibido en volquetas y pallets, el cual permite
absorber posibles paradas productivas. La preclasificación se realiza en mesas
de clasificación donde se desconsolidan los pallets, se retiran envases
secundarios y elementos no permitidos en el proceso, etapa que requerirá de dos
operarios. En el proceso
de compostaje se controlan y ajustan, si fuera necesario, variables como humedad, relación carbono-nitrógeno,
concentración de nitrógeno y pH. Para las etapas activa y de curado del
compostaje se eligió trabajar con un modelo
de pilas agitadas.
6. Planta.- La planta industrial se
conforma de un conjunto de edificaciones civiles, infraestructura auxiliar e
instalaciones electromecánicas diseñadas para este proyecto. Para el diseño se
realizaron los estudios técnicos, económicos y legales requeridos por la
normativa nacional y departamental.
Se presenta a continuación una descripción
resumida del trabajo realizado.
6.1. Localización.-
Para la determinación del
departamento en el que se ubica la planta de separación, se realizó un análisis cualitativo jerárquico [2]. Los criterios seleccionados para
determinar la macro localización fueron:
fuentes de residuos
de alimentos envasados, localización de consumidores de compost [3], distancia a
relleno sanitario, requisitos normativos, suministro eléctrico y de agua, mano de obra disponible, accesibilidad, costo del terreno [4] y cercanía
a causes de agua.
En base a los
criterios antes mencionados se seleccionó la zona oeste de Montevideo como el
área que presenta mayores ventajas
estratégicas para la implementación de este negocio.
El terreno seleccionado cuenta con un área
total de 17,8 hectáreas y se ubica en el municipio G, Melilla. Este se encuentra caracterizado como zona rural de uso
preferentemente agrario.
6.2. Ingenierías
de planta.- Para que la
planta industrial cumpla con los
requerimientos necesarios para su operación continua se desarrolló la
ingeniería de cada una de las instalaciones electromecánicas, el proyecto
básico de la infraestructura civil y
el estudio de la logística interna de la planta.
Se dimensionaron y seleccionaron equipos
electromecánicos para los procesos de separación, procesamiento de envases y
proceso de compostaje. Se destaca la utilización de un equipo autopropulsado de
capacidad de 4.000 m3/h para el volteo de compost dentro de galpones ventilados
y la utilización de un equipo de separación automático diseñado en este
proyecto.
Se dimensionaron cada uno de los edificios
(materiales constructivos, layout, localización, dimensiones y uso) así como
los elementos requeridos para la infraestructura (caminos, explanadas, cercos y
canalizaciones de pluviales). Se realizó la verificación estructural a los
esfuerzos generados por vientos, de los edificios de mayor incidencia según la
norma UNIT 50:[5].
Se diseñó el sistema eléctrico de potencia de
la planta industrial, resultando un sistema
de baja tensión con una potencia
total instalada de 316 kW, potencia
contratada de 152 kW y un consumo mensual estimado de 23.300 kWh. Para esto se
tuvo en cuenta [6]. Se dimensionaron los sistemas de agua potable y agua de
proceso, determinando una demanda diaria de 13 m3 y se seleccionaron todos los
elementos de este sistema.
Se determinó el sistema de protección contra
incendios según los instructivos técnicos de la Dirección Nacional de Bomberos
[7], concluyendo un sistema integrado de detección y alarma de incendio,
señalización de emergencia, extintores portátiles y un sistema hidráulico
distribuido de bocas de incendio, las cuales son alimentadas por un equipo de
bombeo de una capacidad de 200 l/min a una presión de 5,0 kg/cm2.
Para alcanzar las condiciones de salubridad
indicadas en el [8] se desarrolló el proyecto de ventilación para cada uno de
edificio, para los cuales se utilizaron equipos activos para la extracción o
inyección de aire y equipos estáticos para extracción natural.
6.3. Estudio ambiental.- Se realizó un estudio de impacto ambiental buscando
minimizar los factores que generan impactos ambientales negativos. Se
propusieron medidas de mitigación para cada uno de los impactos detectados en
las etapas de instalación, operación y abandono del proyecto.
La principal mitigación de los impactos
ambientales negativos detectados fue el tratamiento de los efluentes líquidos
de la operación de la planta (ver Tabla II). La problemática reside en que la
carga orgánica y los nutrientes superan ampliamente los valores de vertido
permitidos por la normativa nacional lo cual se ve agravado por estar ubicados
en la zona de la cuenca del río Santa Lucia donde los requerimientos de vertido
son más estrictos [9].
|
DQO (mg/l) |
7.400 – 10.900 |
|
DBO5 (mg/l) |
5.000 – 9.600 |
|
pH |
8 |
|
Ntot (mg/l) |
150 – 900 |
|
Ptot (mg/l) |
10 - 40 |
Tabla II - Parámetros característicos de efluentes
líquidos del proceso
Luego de realizar
una análisis técnico
y económico de diferentes tecnologías para el tratamiento de efluentes se determinó
tratarlos mediante un sistema de
lagunas anaerobias, facultativas y de maduración combinado con un tratamiento fisicoquímico previo [10-11].
Para este tipo de tecnología se definieron todas las variables de proceso como también
todos los sistemas auxiliares
(infraestructura civil y sistemas electromecánicos) para su correcto
funcionamiento. En la Figura IV, puede observarse un esquema de la solución propuesta.
|
|
|
Figura
IV.- Sistema de lagunas y parámetros requeridos para vertido de efluentes |

7. Equipo
separador.- De manera
simplificada se puede describir al equipo separador como una envolvente cilíndrica con un eje concéntrico, el cual
cuenta con paletas que se disponen sobre el mismo. Se pueden reconocer dos
secciones distintas (ver Figura V), la zona de rotura (1) donde los envases son
desgarrados y la de vaciado (2) donde se separa el alimento de sus empaques.
Para cada una de las zonas se
diseñó la geometría
de las paletas y su disposición con respecto
al eje, de modo de favorecer la función de cada una de las secciones. En la primea zona se agregaron cuchillas estáticas (barras abulonadas a la envolvente) que facilitan el desgarro de los paquetes.
La zona de vaciado
cuenta con una criba
en la zona inferior
de la envolvente, que facilita
la separación. Los alimentos egresan del equipo por esta
criba y los envases avanzan y abandonan el equipo más adelante en el
recorrido del equipo.
7.1. Selección de tecnología.- Se trabajó con una selección
multicriterio para la cual se implementó una herramienta denominada
“Proceso Analítico Jerárquico” [2]. Dicha herramienta proporciona una metodología que permite integrar
tanto los aspectos tangibles
como los intangibles al momento de la selección.
Se utilizan para
esto, los siguientes criterios: aptitud para el procesamiento, potencia
utilizada, tamaño, eficiencia en la
separación, condición final de los envases,
condición final de los residuos de alimentos y facilidad de
constructiva. Adicionalmente se evaluaron siete equipos existentes en el
mercado.
|
|
|
Figura V.- Eje del equipo separador con
zonas de rotura (1) y separación (2) identificadas |

La tecnología seleccionada a raíz de la
evaluación cuantitativa y cualitativa mencionada anteriormente es la de rotor/envolvente, en su modalidad de envolvente estática
y rotor con paletas.
7.2. Ensayos.- Con el fin estimar
la potencia necesaria para separar los envases de su contenido, se realizaron mediciones de la
energía disipada en la rotura de diferentes productos por el impacto de una paleta, que posteriormente
se escaló a la totalidad de las paletas del equipo. Se diseñaron para esto, una
serie de ensayos para los cuales se
construyó un péndulo de impacto que permitiera llevar adelante las correspondientes
mediciones. En los ensayos se variaron parámetros como ser el tamaño,
forma y posición de las paletas de rotura, buscando
minimizar la energía
disipada en los impactos para definir características
constructivas del equipo.
A partir de los ensayos
realizados se concluye que el modelo de paleta de rotura más adecuado es la
denominado “Paleta 80”. Ésta cuenta con una forma trapezoidal y un ancho de
80mm en la base mayor, la cual se biseló en la zona más próxima a la
envolvente. Este último mecanizado aumenta la efectividad en la rotura y reduce
la energía requerida para esto. En cuanto al ángulo de ataque[4] se
concluye que un ángulo 40° minimiza la energía necesaria para la rotura y
otorga mayor efectividad en la misma.
Por otra parte, se
determinó que la energía media disipada debido a cada uno de los impactos es de
aproximadamente 22 J para el peor de los productos ensayados. Mediante los
ensayos de impactos sucesivos se construyó una función que permite aproximar un
valor de energía disipada en función del número de golpes recibidos por un
mismo envase. Esta función, entre otros factores, es utilizada para estimar la
potencia necesaria por el equipo final.
7.3. Modelo matemático.- La cantidad de variables a evaluar en el sector
de rotura del equipo, conducen al desarrollo de un modelo matemático basado en la geometría del equipo. Este
modelo es potenciado utilizando en el
software Scilab el cual permite analizar la hipótesis tomada para la secuencia
de impactos en cada ángulo de giro del rotor. En el caso del sector de
vaciado, dada su mayor simplicidad, es posible analizar su comportamiento
mediante la utilización de hojas de cálculo de
Excel.
El modelado matemático permitió determinar una
serie de mejoras al diseño inicial del equipo respecto a la cantidad y
disposición de las paletas, cuchillas estáticas y potencia. En el sector de
rotura este estudio permite evaluar diferentes configuraciones respecto a la
ubicación de las cuchillas estáticas y la ubicación relativa de las paletas. A
partir de esto se selecciona una combinación de 4 paletas por arreglo[5],
7 cuchillas estáticas en la envolvente y un desfasaje de 5 grados entre
arreglos. Esta disposición reduce la variación de la potencia en una vuelta
competa del rotor y minimiza la potencia requerida, cumpliendo con los
requisitos geométricos para que sea viable el procesamiento de productos con
las dimensiones definidas en el proyecto.
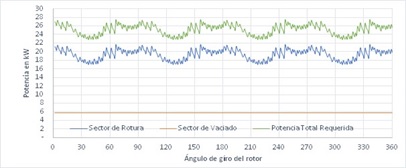
Mediante el modelo también se pude estimar que
la potencia total varía entre 22,8 kW (30,5 HP) y 27,5 kW (37 HP), con ciclos
que se repiten con una frecuencia de un cuarto de revolución. Puede observarse
en la figura VI la potencia consumida total y en cada uno de los sectores del
equipo, en función del ángulo de giro del rotor.
Se determinó una potencia media consumida de 25,2 kW (33,6 HP). Para la selección
del motor se consideraron la inercia propia del rotor, la del sistema de
transmisión y la del equipo motriz. Con lo
que se concluye que la inercia permite sobrellevar los picos de potencia sin la necesidad de instalar un motor que cubra la potencia máxima.
|
|
|
Figura
VI- Potencia consumida en función del ángulo de giro del rotor |
7.4. Diseño mecánico en software de elementos
finitos.- Cada
uno de los componentes del equipo se diseñaron individualmente y se probaron bajos estados de cargas representativos de
las condiciones críticas de la operación, mediante el software de cálculo
Autodesk Inventor. Los conjuntos de
piezas ensamblados también se ensayaron en modelos simplificados para
corroborar las hipótesis de funcionamiento y determinar posibles puntos de
falla.
7.5. Prototipo.-
En la etapa inicial del
proyecto se construyó un prototipo básico del
equipo separador que permitió realizar ensayos
para definir parámetros de funcionamiento y obtener información para
proponer mejoras al mismo. Los ensayos realizados en el prototipo
tuvieron como objetivo determinar del tiempo de residencia, verificar la
calidad de la separación, observar el comportamiento de los productos dentro del equipo en funcionamiento y evaluar la
potencia del motor. Si bien los resultados de los ensayos para
determinar la capacidad de procesamiento y la calidad de separación no fueron
concluyentes, permitieron encontrar detalles constructivos que fueron mejorados
en el diseño del equipo final del equipo.
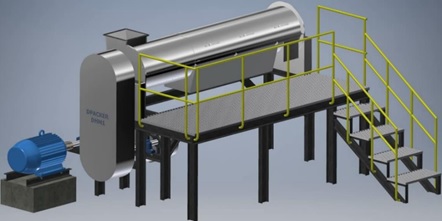
7.6. Diseño final.- En base a los ensayos, observaciones y modelos realizados, se generó un modelo
final del equipo que se denominó Depacker
DHM1 (figura VII). Su objetivo
es separar los residuos de alimentos de sus
respectivos envases y cuenta con una capacidad de procesamiento de 3.000 kg de
residuos por hora. Sus dimensiones principales son: 2400 mm de largo, 500 mm de
ancho y 1200 mm de altura, sin incluir el sistema de transmisión, la tolva y la
plataforma. Tiene un peso total aproximado de 500 kg.
La
máquina posee con un motor trifásico de 30 kW y velocidad nominal de 1490 rpm.
La potencia es transmitida al eje de la máquina mediante una transmisión por
correas con una reducción variable que le permite velocidades de entre 150 y
750 rpm. Se encuentra construido mayoritariamente de acero inoxidable AISI 304
a excepción de las paletas de rotura y las cuchillas estáticas que se conforman
con un acero aleado de alta tenacidad.
|
|
|
Figura
VII.- Ilustración del diseño final del equipo separador Depacker DHM1 |
8. Conclusión.- Se considera un proyecto valioso dado que trae consigo un desarrollo tecnológico nacional y una
alternativa a la problemática de tratamiento
de residuos sólidos de alimentos para el país, principalmente en Montevideo; reduciendo
significativamente el volumen de residuos destinados a relleno sanitario. Sin embargo, el estudio financiero concluye
que el proyecto no es económicamente viable por sí solo, por lo que
dependería de financiamiento para llevarse adelante.
Cabe destacar que
nos encontramos en un momento de revisión a nivel nacional y global respecto a
los procesos de gestión de residuos, lo que podría conducir a modificaciones en
normativas nacionales al respecto. Esto podría impactar en el estudio
financiero y transformarlo en una alternativa viable.